WHY CHOOSE US ?

Headquarters in Perth
Founded in 2001, Perth based Tricon supplies production drilling products to the mining industry including major clients Rio Tinto, BHP Billiton and Codelco.

One Stop Drill Shop
Everything you need is in one place. Down to the smallest part we carry all the products needed for production drilling in the mining sector.

Reliable Stock Levels
We closely monitor stock levels to ensure that whatever you need is available and can be dispatched when you need it.

Quick Response Time
Our team understand the pressures involved in production drilling. Response time for quotes, parts and repairs reflects our commitment to a fast turnaround.

Deal With Decision Makers
Don't waste time waiting on a decision. We ensure our speed of response by making sure you are always dealing directly with a decision maker.

Industry Knowledge
Our teams are experienced drilling professionals. Our state-of-the-art manufacturing plant allows us to translate our experiences into our products
Performance Tracking
Using client supplied data Tricon track the performance of products in the field and consult to maximise onsite equipment efficiency.

Reliable Products
Tricon use tested products that are mature, reliable and made from high quality materials.

One Call Away
Pick up the phone and call us for product advice or problem solving. We are here to help.
Innovation - Research and Development
Research and development is a core priority for Tricon. We strive to innovate in areas of safety, quality, and performance.
About Rock Drilling
Blast Hole Drilling
The term blast hole drilling may sound self-explanatory to some but a working definition is still in order. Blast hole drilling refers to the activity of drilling holes of a pre-determined depth in a particular spot within a particular pattern with the objective of allowing explosive charges to be placed down the holes. The end goal is to blast large areas making them more manageable and easier to remove. Drilling can be used to access seams of coal, achieve access to a required mineral and it is used in quarries to obtain gravel of a particular size. It is useful to mention that in the world of mining and quarrying, drilling and blasting are equally important to achieving the required product or outcome.
For blast hole drilling to be successful several specifications have to be ensured, these include the depth and spacing of the blast holes, the number of holes in the designated area and the formation of rock and soil. Drills range in size and are dependent on the project requirements. Correct drill and blast selections are crucial in ensuring the project is completed correctly and within the time allocated.
Other than the selection of the hole and the selection of the diameter there are a number of other factors that need to be considered before a blast hole drilling project is undertaken:
Required production: the amount of product to be removed from the drilled hole needs to be taken into account. If only a moderate amount is going to be removed then the diameter of the hole does not need to be huge.
Surrounding terrain: it is important to keep in mind that the machinery that will need to be used to extract the ore and other materials needs to be placed on a stable piece of land that will be able to accommodate the weight of the machinery as well as the stress that will be placed on the machinery when it is working.
Characteristics of the material to be mined: this concerns the ability to successfully drill the materials which you need to drill through. If the rock is too hard to drill through then it will place stress on the machinery used to drill. The characteristics of the material will also determine the size of the hole.
The type and size of the excavating equipment to be used: The size of the machinery to be used does not have to be as big as possible. The equipment needs to be suitable for the project but it does not have to be incredibly heavy. The size of the blast hole does not and should not be decided based on the type and size of the excavating equipment.
Distance to the vibration of the explosives: The bigger the blast hole, the more explosives will be used and this will increase the amount of vibration which could lead the blast hole to collapse, this is however the worst case scenario but it is a very important factor to take into consideration.
Bench height: if a bench height has already been set then this will need to be kept in mind.
Type and size of the explosives: Most explosives work better when used in larger blast holes and when buying explosives in bulk there is usually a cost advantage.
Fundamentals of Drilling
Drilling is all about making a hole in the ground. The two fundamental components making blast holes are:
- Chip making
- Chip clearing
One of more of the following processes can produce Chips:
- Cutting/tearing
- Twisting/tearing
- Grinding/abrading
- Crushing
The four main components of Drilling are:
- Feed
- Rotation
- Percussion
- Flushing
Surface Drilling Methods
Blast hole drilling has been performed by two different methods: Percussive drilling & Rotary drilling.
Percussive Drilling
Percussive Drilling is made up of Top Hammer or Down-The-Hole (DTH) Hammer. Percussive drilling utilizes all four drilling components - Feed, Rotation, Percussion, and Flushing.
Rotary Drilling
Rotary Drilling compensates the lack of percussive force by having an increased feed force and rotation torque.
Drilling Components
Feed (Pulldown)
Feed force is required in order to press the drill bit against the rock but by itself, it will only produce minor crushing of the rock. Every formation requires a minimum feed force to achieve efficient drilling.
Rotation (Torque)
Rotation components are adjustable to suit drilling conditions and they differ for percussive and rotary drilling. The rotation speed in percussive drilling is generally slower compared to that of rotary drilling.
Percussion
In general, percussion drilling is more efficient for medium to hard formations. There two types of percussion methods: top hammers (pneumatic or hydraulic) or down-the-hole hammers (pneumatic).
Flushing
Flushing is necessary to remove cuttings from the drill hole. This is done to avoid unnecessary bit wear and to maintain the highest penetration rate.
Drill String Components
Drill Pipe
A drill pipe is a steel pipe through which air is passed to the bit. It has a female thread (box) at the bottom and a male thread (pin) at the top. Machined wrench flats are used to hold the pipe for make up and break out. The positioning of flats and pipe design are different for each Drill Rig Make / Model, in particular Rotary Drills. Typical DTH drilling threads are API-Regular, API-IF, T24, DIBH and Beco. BECO are most common for Rotary drilling applications. Thread sizes usually match the drill pipe OD.
The diameter of the pipe must be smaller than the bit diameter to allow cuttings to pass to the top of the hole.
Stabilizers
Because of the feed forces exerted on the drill string during rotary drilling pipe may tend to bend under compression. This will cause the drill bit to tilt slightly, placing unequal stress on the cones of a rotary type drill bit.
Stabilizing the bit will improve performance and service life by preventing misalignment of the bit surface. A stabilizer resembles a short length of heavy pipe. Male (pin) or female (box) thread may be cut for either end. This tool may be hard surfaced to resist wear.
On the outside diameter of the stabilizer, straight, spiral blades or rollers, project to match the circumference of the bit. These blades or rollers wear or roll on the sides of the hole and keep the drill bit aligned in the hole.
Subs
Subs are drill string connectors, available in a variety of length, OD and threads to suit different purposes. Some examples are:
- Top Sub / Saver Sub are connected to the rotary head and/or Cushion/Shock sub. Thread type and overall length are factors in selecting a Top/Saver sub. It is preferred for the Sub thread to wear versus the rotary head API threads
- Bit Sub / Adapter Sub in various lengths and cross over subs with different thread configurations are used to connect both rotary and DTH hammers that have API threads to drill pipes. The short sub is a wear item and is easier to replace than a full length drill pipe
FOREMOST Cushion Subs / Shock Subs are an aftermarket tool designed to absorb shock and vibration from the drilling application. Rotation speed, bit weight and ground formation can cause unexpected uphole vibration frequencies from the bottom of the hole to the rotary head. When adequate down pressure cannot be maintained to the drill bit, or when rotation torque is high due ground conditions a shoch/cushion sub is highly recommended.
Certified Lifting Plugs screw onto the drill string components so that a winch may be used to manoeuvre them.
Rotary Rock Bits
Roller Cone Rock Bits
A roller cone or tricone rock bit consists of a bit body with three moveable conical rollers equipped with cemented carbide inserts or steel teeth.
The idea is the crush the rock by rolling the inserts against the rock with appropriate rotation speed and feed force.
Carbide inserts are distributed over the three rollers in such a manner that the entire bottom of the hole is worked on when the drill bit is rotated. Roller bits for hard and abrasive rock generally have spherical cemented carbide inserts closely spaced. Roller bits for softer rock may have the chisel and conical carbide teeth or quality milled steel teeth as the cutters.
Three types of cemented carbide inserts are used for roller type bits being Chisel, Conical, and Hemispherical.
A roller bit will utilize nozzles from which the compressed air escapes to lift the cuttings from the bottom of the hole. Nozzle dimensions need to be selected carefully with production rates and drill string wear being the concerns. Additional air passages in the bit allow air to pass through to the bearings for cooling and lubricating purposes.
Rotary Drag or Chevron Bits
A drag or chevron bit is used in clay or very soft material where a roller bit will tend to clog or bind. These bits have good flushing characteristics and are economical, but they are limited in size and carbide inserts are not designed for hard rock material.
Rotary Claw Bits
A claw bit is used in soft to medium material where the driller may encounter alternating layers of soft clay then sand rock or hard shale formations that would cause a drag bit to over-torque and stall. These bits have a design which allows drilling as fast as a drag bit while being as tough as a roller bit. They feature inexpensive replaceable conical shaped picks or cutters which rotate in their blocks.
Down-The-Hole Hammers (DTH)
Hammer Selection
There are many factors involved in selecting the right hammer for the job. These factors include the size of the Hammer and the Hammer’s air consumption.
Hammer Size
A hammer size should be selected as close to the intended size of the hole to be drilled. The bigger the hammer diameter, the bigger the piston diameter, the bigger the performance. It is important to keep the hammer diameter and the bit diameter as close as possible, while still maintaining enough clearance around the hammer for cuttings to pass. An oversized bit on a smaller hammer drops hammer performance. A larger diameter hammer allows a larger bit shank, better energy transfer resulting in greater strength and lower stresses, more reliability and a lower cost per metre.
Hammer Air Consumption
It is best to select a hammer nearest the maximum operating conditions of the compressor. The higher the hammer operating pressure, the better the performance. Altitude correction is required for applications above 4,000ft (1,200m) to assist in calculating the proper compressor output and hammer selection.
Recommended Lubrication
Only use recommended lubricants. Correct lubrication during drilling operation is critical and inadequate lubrication is a major cause of hammer wear and failure. Use the grade of rock drill oil that is proper for the climactic and operating conditions at the drill site.
When using a new drill pipe or pipe that has not previously been coated with oil, pour a litre of rock drill oil down the drill pipe each time a new joint of drill pipe is added.
Check oil levels each shift. Monitor the oil delivery to the hammer by looking at oil drilling from the bit after each hole is drilled. Note! When drilling with water injection, use the next higher grade of Rock Drill oil.
The Hammer will not be damaged by too much oil, but it will be damaged by not enough oil.
Bit Design
Choosing a percussive bit is not a simple matter of requesting a bit with a particular shank and head diameter. Many options are available and some of these options can have a dramatic effect on how a bit performs.
Several of the options of the bit design are:
- Bit face design
- Carbide button shape and hardness grade
- Wing design
- Number of flushing air holes
Bit Face Shapes

Flat Face
- An alternative design that can be used in all rocks especially fractured, fissured, and changing rock formations.

Concave
- An alternative design that can be used in all rocks particularly deep hole drilling.
- Can provide improved hole alignment through inverted pilot.

Convex
- Strong design for all conditions.
- Especially suited to hard, abrasive rocks.
- Good balance of fast drilling and long service life.
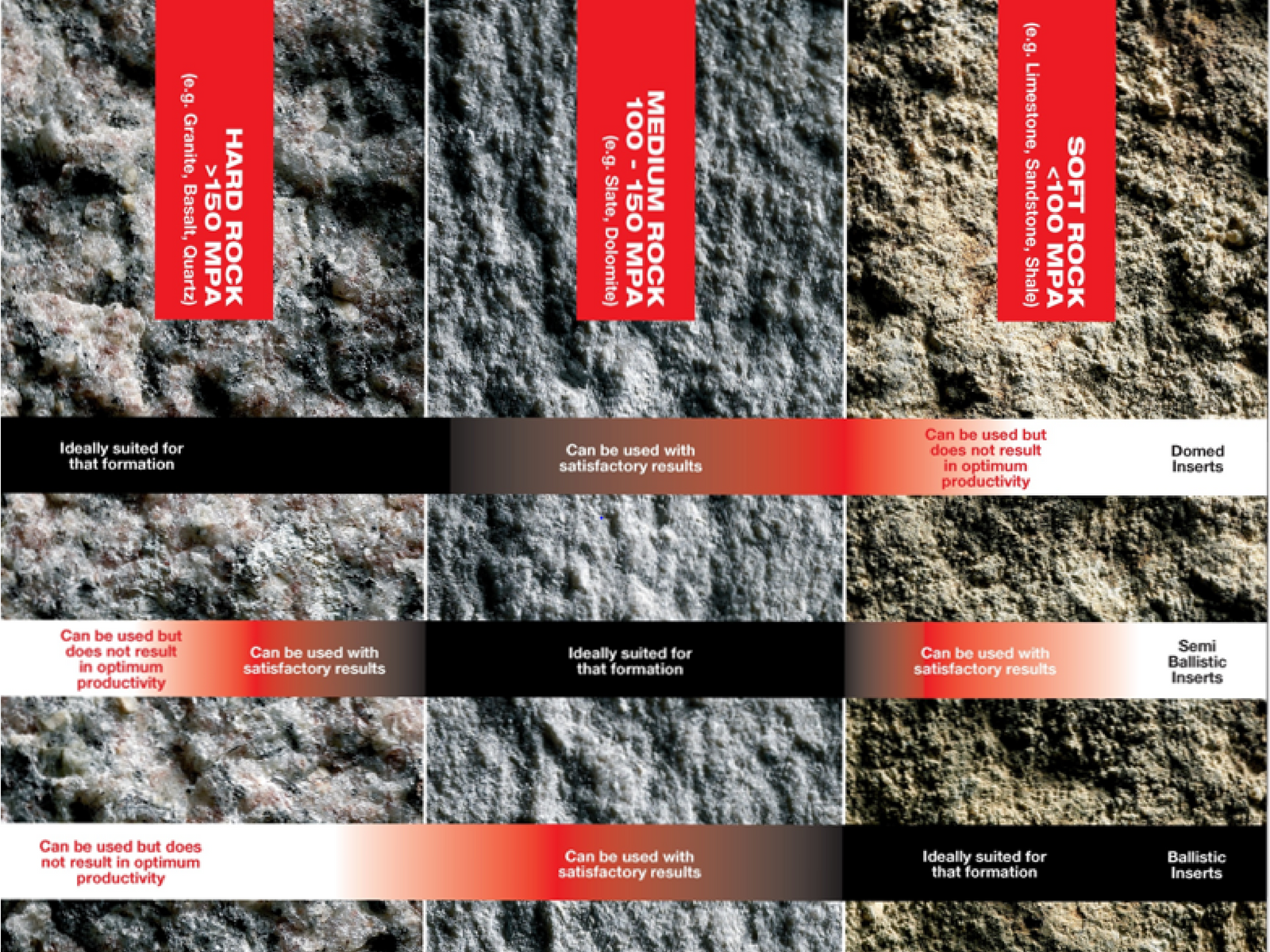
Carbide Button Selection
Insert selection [Domed / Hemispherical >> Semi Ballistic >> Balistic] is relative to performance in the different Rock conditions [Hard >> Medium >> Soft].
Wing Design
Long Wing Length
- Preferable in most applications.
- Increases bit life in unstable ground (back reaming).
Short Wing Length
- May reduce steel wash on hammer.
- Increases risk of 'getting stuck' only on solid ground formations.
Wear Protection
- Very effective when back reaming is severe.
- Protects the steel holding the gauge buttons in place (back reaming).
- Only in long wing length.
Fishing Thread
- Commonly selected when deep drilling.
- Makes it possible to recover a shanked bit and save the hole.
- Only in long wing length.
Bit Air Holes
Two Air Holes
- Works well in most applications.
- Allows for a good layout of face buttons.
- More difficult to resharpen face.
Three Air Holes
- Preferable in soft rock conditions.
- Reduces steel wash on bit.
- Improves hole cleaning.
- May increase penetration rate.
- More difficult to measure bit diameter.
NOTE: High pressure compressed air is required.